


 [第14年] 指数:8
[第14年] 指数:8 通过变压器市场网信用认证中心认证
通过变压器市场网信用认证中心认证 
本非晶合金铁芯剪切线,主要用于非晶合金铁芯的自动剪切和自动堆垛。同时也适用于相似工艺的加工要求。
剪切线采用大容量PLC控制方式、伺服执行系统、彩色触摸屏人机操作界面及高精度机械传动机构,以保证本机的高自动化、高生产率、高可靠性。
2 功能和技术规范
2.1 功能上满足非晶合金铁芯系列对成型铁芯的剪切要求及对叠接级数、搭接方式、气隙间距等参数的设置、调整。现场操作要求输入的参数量已优化,使用简便。
2.2 技术规范
铁芯窗口宽 30-----845mm
铁芯叠厚 25-----132mm
剪切宽度 140---220mm
每套组装 固定式产品为;4-7组
分布式产品为;2-10组
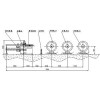
承料台工作长度 L=2000mm
最大剪切长度 max;3500mm
堆垛位置误差 ±0.5mm
长度剪切精度 ±0.5mm
剪切宽度 142mm 170mm 213mm
剪切长度 300mm—3500mm
剪切厚度 最厚15层、每层0.025mm
剪切角度 90度
剪切角度精度 ±0.05度
送料速度 5---80M/min
剪切速度 0---30次/min
注;切断长度为1000mm的带料,完成一个剪切周期时间小于等于3秒。
电功率 10 KW
电源 三相五线 AC380V 50Hz
气源 耗气量0.3M³/min
气管 PVC管(或尼龙管) 外径 φ8
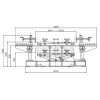
3 设备的组成和功能
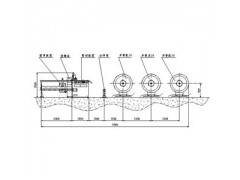
剪切线由3台单头开卷机、导料槽、主机架及引导靠山、送料装置、剪床、自动理料台、电控系统、气动系统等组成。
3.1开卷机;
共配置三台,前后纵向排列,全部独立机械驱动、变频无级调速,具有自动跟踪控制功能,三台均可单独操作使用,也可同时与剪切、自动堆垛系统作整机联动。
a、开卷机最大承重 W = 1000 Kg
b、卷料最大外径 D = Φ1200 mm
c、旋转中心离地高度 H = 900 mm
d、承料筒直径范围 Φ360 — Φ430 mm
e、开卷速度 0 — 40 rpm
f、开卷机可实现正、反转。
g、开卷机运转控制方式;
手动控制、光电传感器自动控制
二种方式均可方便实行变频无级调速。
h、电控箱设置
*“紧急停止”按钮开关
*“手动/自动”控制转换开关
* “手动”按钮开关
* “自动”按钮开关
* 调速旋钮
*开卷机自配电控箱,控制信号及电源线源自主控制箱。
i、工作电源:
AC 380V 1.5kW(由总控制柜供给)
3.2 导料系统
各导料槽设置的位置、角度、长度全部履盖三台开卷机的工作范围,使前后各带料通过时无明显干扰现象,保证通畅,无磕碰损伤。采用高灵敏度、大作用距离的传感器控制开卷放料的适度状况。
单台导料槽长度; L= 1500mm
导料槽宽度; B = 250mm
导料槽高度; H = 200mm
全部导料槽采用2毫米厚的不锈钢板制作,通过调节各导料槽的相对位置,可使各带料汇集流畅。
3.3 主机架和引导靠山
3.4 送料装置;
3.5 剪床;
a、剪床行程; 20 mm左右,可调整。
b、剪切长度 L = 240mm
c、冲剪力满足 P = 0.5t2rL/tanr
采用特殊硬质合金工具,本剪床在结构上满足使用硬质合金刀具的刚度、强度、精度等要求。
3.6 自动理料台;
自动理料台的实际物理长度为2000 mm,最大切割长度为3500mm
工作过程中承料台的定位以保证整个工件切割完工后的重心在承料台面的范围内,避免工件滑落。
剪切机前配置了上下二个辅助送带滚轮,可作上下左右的调节。
承料平台的直线运动由伺服电机通过变速机构、滚珠丝杆传动来实现的。每接受一组片料,承料平台可按予置的程序要求进行定位,以满足非晶铁芯不同的搭接要求。垂直叠厚方向则由一个带限位的压紧气缸机构加以控制,根据限位讯号可自动下降,直到叠厚满足铁芯要求为止。所有直线运动均采用直线导轨,以便灵活及高精度。
活动的侧面导向靠山,则有气缸通过联动机构来实现打开、合并动作。联动机构设置缓冲可调气缸及油阻尼器,使卸料动作平缓,无明显冲击振动。并使剪片轻轻放置于承料台上,该动作也受控于程控系统,以完成全部自动功能。
所有侧向导轨,导槽等采用1.5-4mm不锈钢成型折弯而成。
3.7电控系统
采用自行开发编制的源程序和操作程序,所有剪切、叠片、铁芯搭接方式等生产要素,经由PLC控制系统运算后给出不同指令。由交流伺服系统实现精确定长后剪切。送料装置采用小惯量伺服电机、无间隙变速箱组合的驱动方式,动力充裕。采用大屏幕彩色全中文人机界面,操作人员只需通过触摸屏即可方便的完成剪切参数和铁心形式的设置、修正和调整。剪切过程中,屏幕可显示各种工况,便于监控,也可对所有装置进行操作,包括点动联动。
操作者在主控制台位置及巡检路径处设置多个紧急按钮,发生异常时可及时停机,以保安全。
本系统所有操作均可由总控制台实施作业。
3.8 气动系统
该系统采用模块化的集中控制,大量采用消声器,使整机噪音水平低于同类进口设备。各分路压力、流量独立可调。各气动动作的实施均由PLC实施程序控制
气管布置合理可靠。