[第14年] 指数:8
[第14年] 指数:8 通过变压器市场网信用认证中心认证
通过变压器市场网信用认证中心认证 
箔式线圈是以不同厚度的铜或铝箔带为导体,以宽带状的绝缘材料为层间绝缘,以窄带状的绝缘材料为端绝缘,在箔式绕线机上一次完成卷绕,形成卷状线圈。同时完成线圈内外侧引线的焊接及外表面包扎。设备的各项功能为制作符合规范要求的箔式线圈提供了足够的支撑。本机为生产此类电器产品部件的必备设备。
2. 主要技术规范
见下表;
|
序号 |
项 目 |
规 范 参 数 |
|
1 |
线圈加工范围 |
|
|
1.1 |
轴向长度 |
180- |
|
1.2 |
轴向长度(含引线) |
200— |
|
1.3 |
外径 ( 不含排 ) |
φ700 |
|
1.4 |
外径 ( Max ) |
φ800 |
|
1.5 |
内径 ( Min ) |
φ130 |
|
1.6 |
线圈形式 |
圆形、矩形 |
|
2 |
线圈材料 |
|
|
2.1 |
材质 |
铜箔、铝箔 |
|
2.2 |
宽度 |
180- |
|
2.3 |
厚度 |
铜箔:0.35--2 mm ,铝箔:0.6—2 mm |
|
2.4 |
卷料内径 |
φ400/φ500 |
|
2.5 |
卷料外径( Max ) |
φ1000 |
|
3 |
开卷机 |
|
|
3.1 |
承料筒有效长度 |
|
|
3.2 |
承料筒胀缩范围 (配置二级衬块) |
φ370--φ420, φ470--φ520 |
|
3.3 |
承料筒承载( Max) |
|
|
3.4 |
胀紧力( 独立二档) |
Ⅰ:0-10000 N Ⅰ+Ⅱ:0-15000 N |
|
3.5 |
胀紧工作压力 |
0---0.6 Mpa |
|
3.6 |
对中方式(纠偏) |
手动 / 自动式 |
|
4 |
卷绕机 |
|
|
4.1 |
卷绕速度 |
0---20 n/min |
|
4.2 |
工作力矩( Max ) |
≥ 6000 N-M |
|
4.3 |
卷绕功率 |
11 KW |
|
4.4 |
调速方式 |
变频无级调速 |
|
4.5 |
卷绕轴 |
50×90× |
|
5 |
焊接装置 |
|
|
5.1 |
焊接方式 |
TIG |
|
5.2 |
焊接速度 |
变频调速0-1m / min |
|
6 |
剪切装置 |
|
|
6.1 |
剪切形式 |
丝杆圆盘刀 |
|
6.2 |
剪切速度 |
|
|
6.3 |
剪切长度 |
1150 mm |
|
7 |
层绝缘开卷装置 |
|
|
7.1 |
层绝缘安装轴 |
二套 |
|
7.2 |
层绝缘卷外径 |
≤φ |
|
7.3 |
层绝缘卷内径 |
φ |
|
7.4 |
层绝缘卷宽度 |
180- |
|
7.5 |
安装轴胀紧方式 |
气胀式 |
|
7.6 |
开卷胀力 |
气动、无级可调 |
|
8 |
端绝缘开卷装置 |
|
|
8.1 |
数量 |
4套 |
|
8.2 |
端绝缘纸盘外径 |
≤φ |
|
8.3 |
端绝缘纸盘内径 |
φ |
|
8.4 |
端绝缘卷宽度 |
10--40 mm |
|
9 |
纠偏装置 |
|
|
9.1 |
纠偏方式 |
伺服系统 |
|
9.2 |
纠偏精度 |
±0 .4 mm |
|
10 |
电控系统 |
|
|
10.1 |
控制方式 |
PLC 自控方式,辅以按钮操作 |
|
10.2 |
计数位数 |
四位(0--999.9) |
|
10.3 |
计数精度 |
0.1 匝 |
|
11 |
其他 |
|
|
11.1 |
设备外型尺寸 |
4700(L)×4200(B)×2200(H) |
|
11.2 |
设备总重 |
≈9000KG |
|
11.3 |
能源 |
电: 20KW,三相五线,AC380,50HZ |
|
压缩空气: ≥0.6Mpa, |
3. 设备的组成和功能
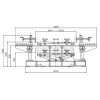
BRJ型箔式绕线机示意图

BRJ型箔式绕线机由开卷机、引料装置、胀紧装置、压毛装置、
剪切装置、端绝缘开卷装置、卷绕机、焊接装置、卸料车、层绝缘开卷装置、纠偏装置、电气控制装置等组成。
3.1 主要部件功能
作为箔带的开卷机构,除了起支撑卷料、放料作用外,同时具有调偏的随动功能。
开卷机结构的主轴有一段是方形截面,通过4组连杆支撑4个胀块,可将卷料撑紧在承料筒上。主轴可主动式作正向或反向运转进行开卷放料和收料,便于随时调整工况。联动时,通过离合器作用主轴与驱动装置脱开。主轴上设置了二套阻尼装置,可单独或并联投用,使胀紧力的调节范围宽广。阻尼装置的动力采用气动方式,控制方便、清洁安全。
整个开卷机构通过大规格直线导轨与主机架连接,配置了伺服动力系统,按照PLC主控系统的指令,开卷机构将沿导轨快速准确地坐左右移动,以便保证箔料按调偏检测信号的反馈始终处于准确位置,实现箔带的调偏功能。
卷绕机位于设备的右前方,输出转矩通过卷绕轴实现线圈的绕制。卷绕机的机械强度与输出转矩是设计时优先考虑的,本设计是按工件材料的最大极限尺寸和工艺要求的胀紧力上限,加放足够的裕度配置的。
卷绕机机箱由厚钢板拚焊组成,退火消应力处理后进行机加工。传动机构和减速箱的齿轮均采用大模数、斜齿形、硬齿面参数,齿形经磨削工艺制作而成。保证了大转矩输出时的机械强度及设备整体的运转平稳和极低的工作噪音。
采用变频调速方式,通过调速。低速段提供最大转矩,合适的转速。高速段提供合适的转矩,最高的转速。以满足不同的绕制工艺要求。主轴卷绕时启动、停车加速度的斜率设置合理,并配置了制动功能,提高了设备的操作性。采用大功率驱动电机,充裕的储备功率。
线圈绕毕,需将箔带剪断。剪口必须平直,才能很好地与引线焊接,尤其是箔带与箔带的对焊更需要平直。BRJ箔式绕线机采用滚剪方式剪断箔带。上压刀装在一个基座摆动的回转架上,回转架的下端两侧各有一个气缸,可使上压刀压下,将箔带压在基座上。下滚刀装在滑架上,通过电机、丝杆驱动滑架在直线导轨上运行,使下滚刀沿上压刀刃口滚动,即可将箔带剪断。
本焊接装置满足箔带与引线的焊接。
为了适应搭接焊、端头焊、对接焊的需要,焊接夹具的钳口可作一定幅度的摆动。上钳口可摆动下压,下钳口根据需要可以更换。
自动焊接机构的机座安装在卷绕机主轴箱上,焊接夹具、焊枪、及自动行走系统均可在机座上左右运行。但完成焊接工序后,焊接机构退移至右侧,空出卷绕位置,便于卷绕操作。
焊枪安装在行走小车上,焊枪可调整到各种位置以适应不同的焊接形式。行走小车电气上采用变频调速方式,通过电机、减速箱、丝杠来驱动的。可以方便的进行焊接速度的调整。
焊接方式采用直流钨电极氩弧焊(TIG), 无填料。
随机配置交直流焊机、焊接冷却水箱。
层绝缘开卷装置是支撑绝缘料卷并使绝缘材料在卷绕时产生胀力的机构。本系列绕线机共有二套层绝缘开卷机构。可以同时二层绝缘纸或薄膜。
这个机构由可移式支架、驱动系统、阻尼装置三部分组成。为了上料方便,可移式支架可以拉出,主轴从支架上取下,上好卷料再架在支架上,将可移式支架推入,使轴端齿轮进入阻尼装置内与其啮合。此时驱动和阻尼功能将作用于固定在支架上的绝缘卷料上,使层绝缘纸在卷绕过程中保持工艺规定的胀紧状态。
阻尼的大小可以方便地随机调整。
通过驱动装置可以方便地实行层绝缘的开卷和收卷。
端绝缘开卷装置
此系统由架在箔绕机上端的导杆架、放料架和摆动滑架所组成。放料架可在导杆架上左右自由移动,每侧放料架上各有三个放料盘( 或二个)。料带从放料盘中拉出,通过各种导轮、引导架、夹紧毡垫而绕在线圈的两端。料带胀力大小可通过紧定螺钉调节夹紧毡垫的夹紧程度来实现。
主机架为一个框架结构,由厚钢板经精加工后,组合相关构件拚装而成。除了主要装置外,一些辅助机构均按置在其上,如;箔料引导系统、去毛装置、调偏检测装置、层绝缘切割装置、清洁压紧机构、卸料小车、绕线轴支撑架等。
主机架设计具有较高刚度,以承载各种机械力和重力。左右墙板上各平行轴孔的位置精度,在加工上采取同步加工的方式来保证。
3.2 电控系统
采用自行开发编制的源程序和操作程序,所有卷绕、调偏、匝数控制、各类显示等生产要素,均经由PLC控制系统运算后给出不同指令。由各系统执行实现。操作人员只需通过输入相关工作参数,即可方便的完成同规格工件的批量生产。也可通过控制按扭对所有装置进行手动操作,包括点动、联动。
在主控制台位置及主要装置处设置的多个紧急按钮,发生异常时可及时停机,以保安全。
本系统所有操作均可由总控制台实施作业。
3.3 气动系统
该系统采用模块化的集中控制,大量采用消声器,使整机噪音水平低于同类进口设备。各分路压力、流量独立可调。各气动动作的实施均由PLC实施程序控制气动管路布置合理可靠。
4 要部件的来
大功率变频器 日本三菱(原装)
伺服系统 日本三菱(原装)
PLC程控器 日本三菱(原装)
电器原件 法国施耐德(合资产品)
气动原件 ATRATC(台湾)
直线导轨 韩国SBC
5 设备交货状态
箔式绕机整机一套
焊机及水箱各一台
电气控制系统一套
使用说明书一套